

















Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Modello: DAYUE103
marchio: Giorno
Application: Machinery Accessory
Standard: JIS Code
Surface Treatment: Polishing
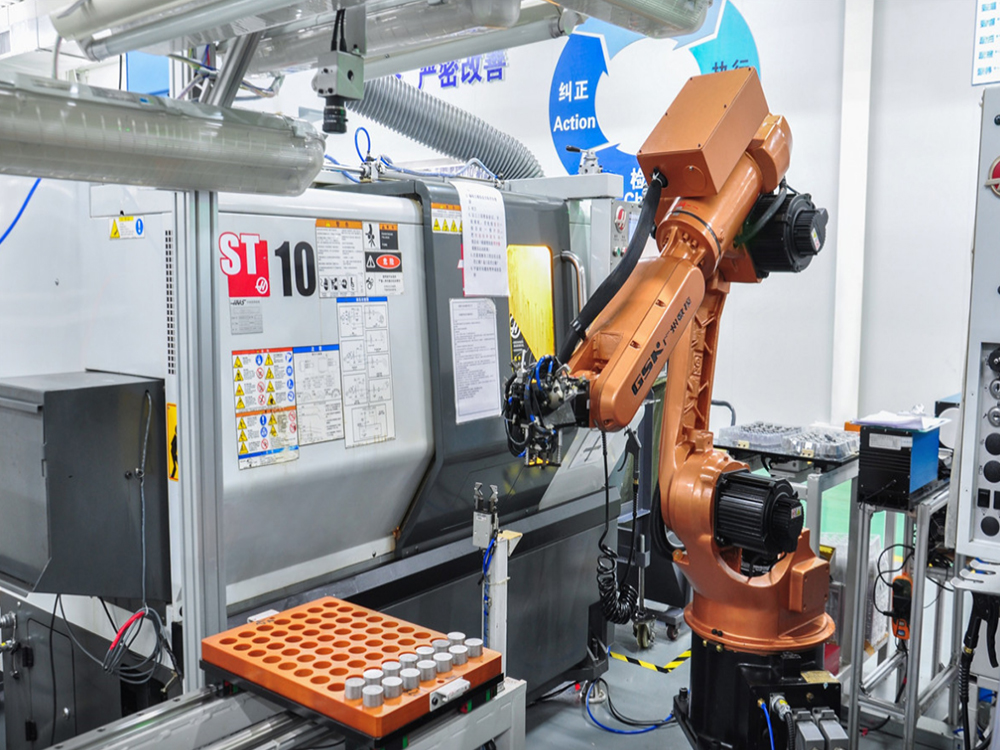
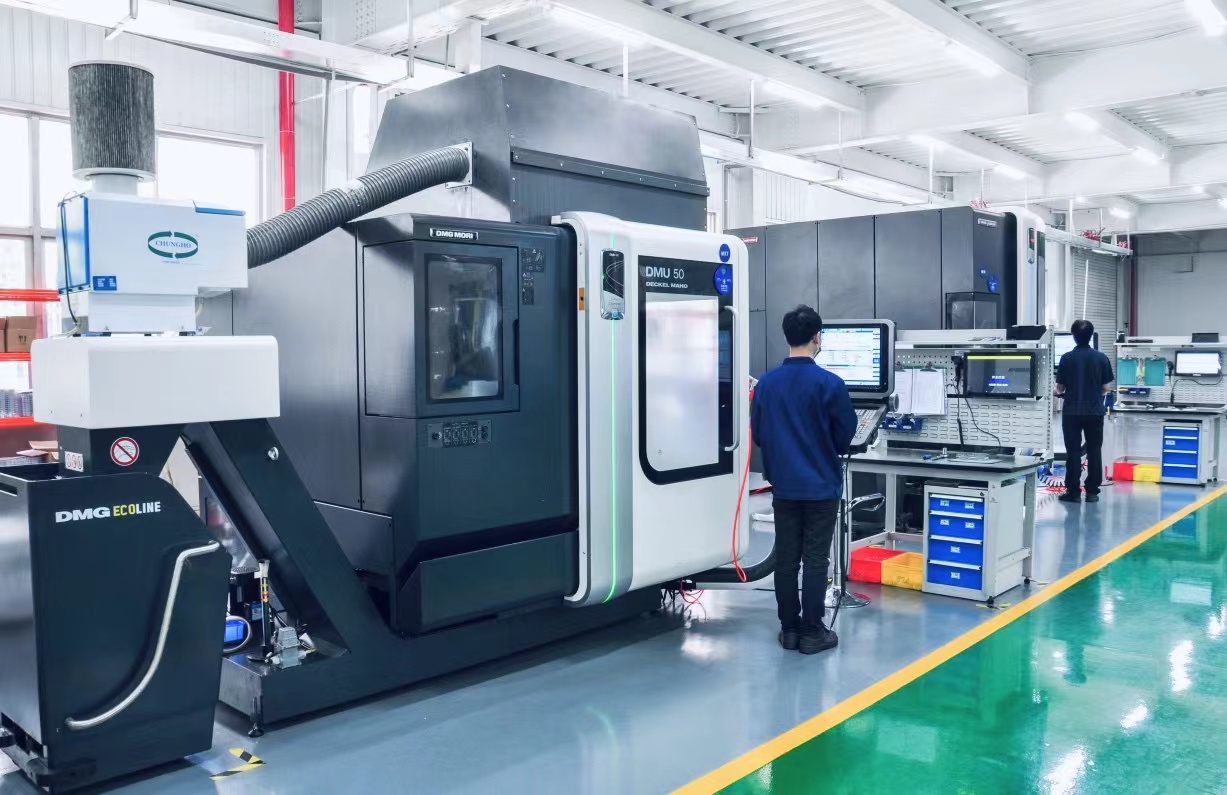
Production Type: Batch Production
Machining Method: CNC Turning
Material: Iron
Pacchetto: Imballaggio sotto vuoto
produttività: 100 pieces a day
Trasporti: Ocean,Land,Air
Luogo di origine: Dongguan
Certificati : ISO9001
Porta: Yantian
Tipo di pagamento: L/C,T/T,D/P,Paypal,Money Gram,Western Union
Incoterm: FOB,CFR,CIF,EXW
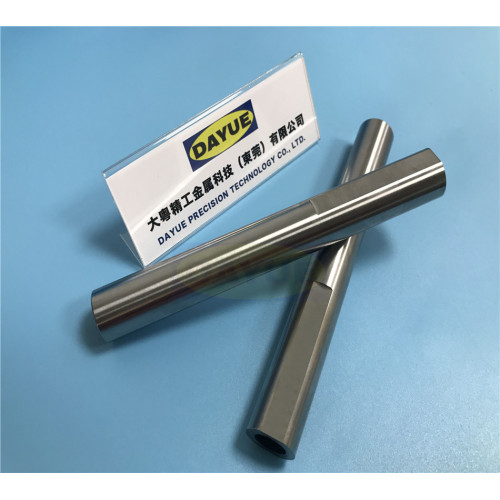
-Informazioni sul prodotto
Riduci di elaborazione della smerigliatrice di smerigliatrice di smerigliatrice per smerigliatrice
Parti di muffa e componenti fornitori di produttori in Cina
1. Push dell'espulsione dell'asta Precauzioni
(1) Quando la colonna della vite auto-toccante è alta e non può essere espulsa con il tubo di spinta, si dovrebbe prestare attenzione per aggiungere un ulteriore asta di spinta accanto ad essa in modo che la colonna della vite auto-toccante possa essere espulsa senza intoppi.
(2) Quando c'è una differenza di altezza nella parte di plastica, l'asta di spinta deve essere distribuita nella parte con una forza di stampo viscosa più elevata, di solito impostando l'asta di spinta in una posizione inferiore ha un effetto migliore.
(3) Dalle considerazioni di elaborazione, l'asta di spinta non è generalmente allineata nel tocco attraverso la superficie, dal bordo finito a ≥ 0,5 mm. Lo spinta dell'asta dal canale dell'acqua di raffreddamento non può essere troppo vicina, b ≥ 3 mm più sicura.
(4) Quando la parte di plastica ha un piano grande e sottile, anche se il nucleo della lavorazione dello stampo a iniezione non è avvolto strettamente, ma la forza di adesione può anche effettuare la deformazione in plastica di elaborazione dello stampo per iniezione, quindi è necessario disporre l'asta di spinta, E il diametro della canna di spinta può essere il più grande possibile, la disposizione dovrebbe essere bilanciata.
(5) Assemblaggio con viti auto-toccanti per riparare la colonna di gomma di solito deve aggiungere l'asta di spinta nella parte inferiore.
(6) Parti di plastica trasparenti I prese di spinta sono le seguenti.
-Standards conforme
Diametro di produzione da φ0,01mm -φ650mm, la tolleranza può essere controllata a ± 0,001
La lunghezza di produzione più lunga è di 1500 mm
Prodotto in dimensioni di pollici anche per specialità e parti personalizzate.
Secondo la progettazione delle parti, la massima concentricità può raggiungere 0,002.
Finitura superficiale : RA0.2-RA0.8
Il filo a piedi lento raggiunge la tolleranza ± 0,001
La tolleranza EDM può raggiungere ± 0,002
-Material (Scegli in base ai requisiti del cliente)
| German | Chinese | British | France | Italy | Swedish | Spanish | Japan | American | Austria |
| 1.2379 | CR12MOV | BM2 | Z85WDCV06-05-04-02 | X165CRMOW12KU | 2310 | X160CRMOV12 | SKD11 | D2 | YG-carbide |
| 1.2601 | CR12 | BT4 | Z80WKCV10-05-04-01 | X82WMO0605KU | 2722 | HS6-5-2 | SKH-9 | D3/A2 | WF-carbide |
| 1.2713 | W6MO5CR4V2 | BM42 |
|
HS6-5-2-5 | 2723 | HS6-5-2-5 | SKH-51 | M2 | ceratizit |
| 1.2833 | W6MO5CR4V2CO5 | BM2 |
|
|
ASPPM-23(ASP23) | HS18-0-1 | SKH-55 | M3 |
|
| 1.3243 | W18CR4VCO5 | BT1 |
|
|
ASPPM-30(ASP30) |
|
SKH-59 | M42 |
|
| 1.3343 | W18CR4VCO5 |
|
|
|
ASPPM-60(ASP60) |
|
D-carbide | CD-carbide |
|
| 1.3348 | W6MO5CR4V3 |
|
|
|
ASSB 88 |
|
|
|
|
| 1.3355 | YT-carbide |
|
|
|
H-carbide |
|
|
|
|
| S-carbide | YG-carbide |
|
|
|
|
|
|
|
|




Elenco prodotti : Macinazione di precisione > Rettifica superficiale



























Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.